Radiant + hydro-air zone

The Glitch
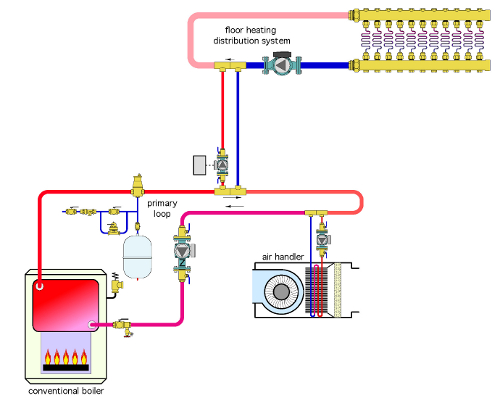
An installer is asked to build a system to supply both radiant floor heating and a “hydro-air” zone. All heat will be supplied from a gas-fired cast-iron boiler. The installer decides to use variable-speed injection mixing to reduce the supply water temperature to the radiant floor portion of the system and operate the radiant floor distribution pump continually to help even out floor temperatures.
The schematic to the right shows how the system was installed. Can you spot a few problems in the making?

The Fix
There are several problems with this layout:
1. The coil within the air handler is not piped for counterflow heat exchange - where the two fluids exchanging heat move in opposite directions through the heat exchanger. This will reduce the rate of heat transfer from the coil.
2. There is no thermal trap in the injection riser piping. This, in combination with continuous circulation in the floor heating subsystem, will create heat migration from the primary loop into the radiant floor distribution system when no heat input is needed by the latter, but hot water is flowing through the primary loop to supply the air handler.
3. There is no balance valve in the injection riser piping. This will likely cause a poor “rangeability” of the injection pump because of the low flow and head requirements it operates with.
4.There is no provision for purging the radiant floor distribution system. The closely spaced tees connecting the injection risers to both the primary loop and the radiant floor distribution system will make it very hard to induce a proper purging flow in the latter.
5. Because it’s installed “downstream” from the other load, the supply water temperature to the air handler will vary depending on the operating status of the injection pump. Since there is no mixing device supplying the air handler, this will cause variations in both heat delivery rate and supply air temperature. If a series primary loop is used, the air handler should instead be the “upstream” load and the radiant floor distribution system, with its mixing assembly, should be the downstream load.
6. There are no purging valves in the return injection riser or the return riser from the air handler. It’s going to take a long time to get the air out.
7. The primary loop circulator is pumping toward (rather than away from) the point where the expansion tank connects to the system. This causes the pressure in the primary loop to drop when the primary circulator is operating. This further exasperates air removal from the system.
8. There are no isolation valves around the circulator in the radiant heating distribution system.
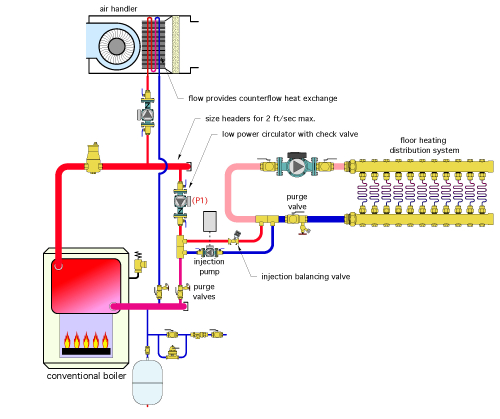
A better way to pipe these loads is shown on the left.
Rather than a primary loop, this system uses “short and fat” headers that are sized for a maximum flow velocity of 2 ft. per second. This, in combination with the inherently low flow resistance of a cast-iron boiler, provides good hydraulic separation between the two circulators connected to the headers. It also allows the same supply water temperature to each circuit connected across the headers.
The circulator labeled (P1) is necessary to create a second mixing point to boost the boiler inlet temperature and prevent the boiler from operating with sustained flue gas condensation. Depending on the load, this circulator can be relatively small because it has a very low head requirement.
The variable-speed injection pump is shown on the return injection riser. It works just fine in this location and operates at a lower fluid temperature compared to what it would experience if installed in the supply injetion riser. Lower fluid temperatures are less stressful to circulators and will likely result in longer life.
A balancing valve has been installed in the supply injection riser to ensure the injection pump can operate over a wide speed range (and thus with good rangeability).
Purge valves and isolation valves also have been installed where needed.
Finally, the piping connections to the air handler now allow for counterflow heat exchange.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








{kind=link}
{kind=link}